生産性 約2倍!※
プラスチック加工工場に
生産革命を起こす
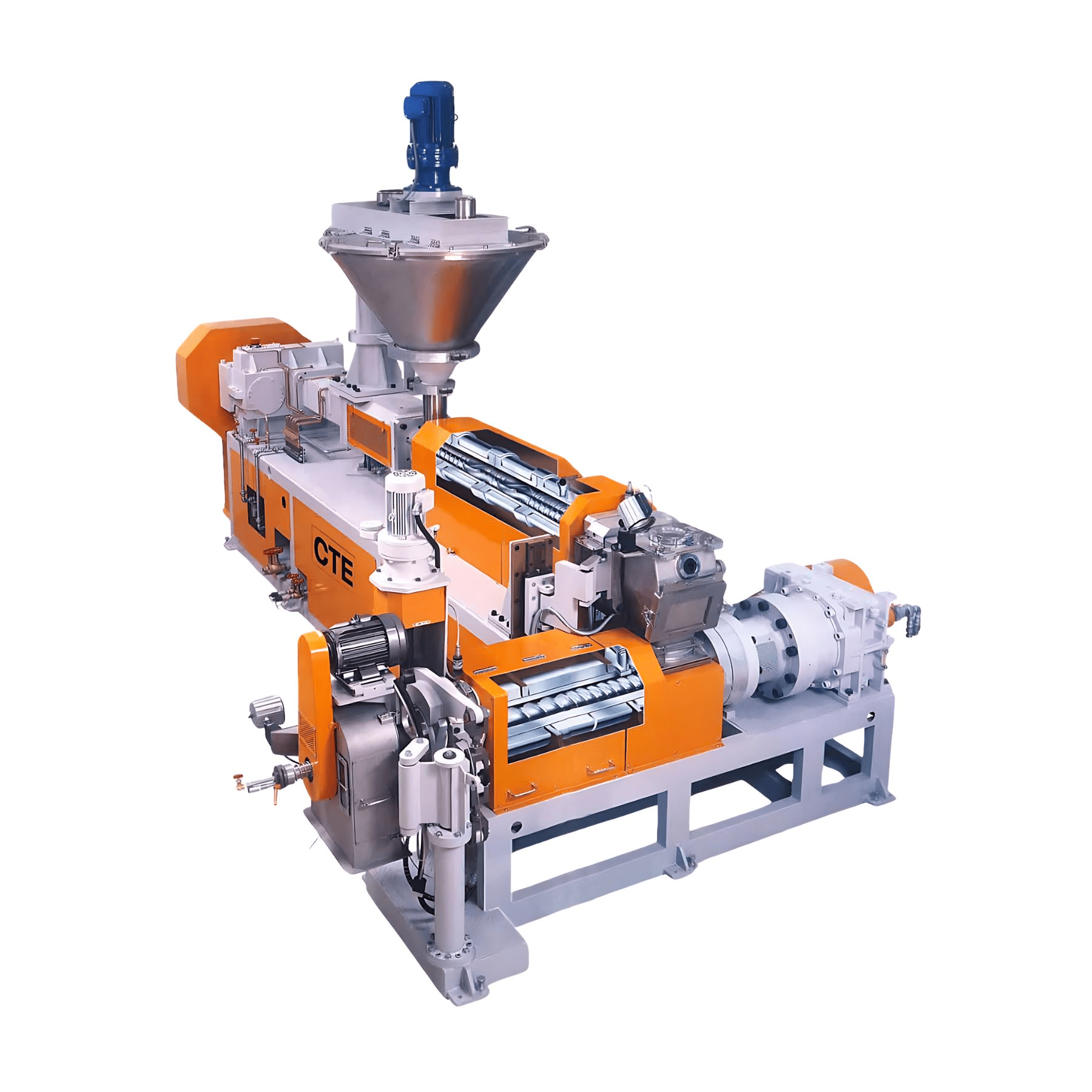
二軸押出機
プラスチック製造ラインのボトルネックを解消し、吐出量を倍増。
工場の収益をアップしたいとお考えの工場経営者の方、今こそ、次の成長を見据えた設備導入を検討しませんか?
工場の収益をアップしたいとお考えの工場経営者の方、今こそ、次の成長を見据えた設備導入を検討しませんか?
※非噛み合い異方向の二軸押出機におけるをスループット(処理量)を噛合い同方向と比較したときの差分。(スクリュー径40mm。CTE提供データに基づく)
このサイトは株式会社CTEをスポンサーとしてZenken株式会社が運営しています。
このサイトは株式会社CTEをスポンサーとしてZenken株式会社が運営しています。