樹脂劣化対策で品質クレームと無駄コストを削減
このサイトは株式会社シーティーイーをスポンサーとしてZenken株式会社が運営しています。
目次
全ての項目を表示
品質クレームの根本原因となる樹脂劣化。素材や企業への信頼にも直結することから、クレーム1件で利益や顧客を失う可能性もあります。
本記事では、素材を守ることで信頼と利益を生み出す視点から、劣化の要因と経営リスクを整理し、改善策として有効なプロセス管理や二軸押出機の活用方法について詳しく解説します。
樹脂劣化は品質クレームの温床
樹脂製品の品質クレームは、一件発生するだけでも企業に甚大な損失をもたらします。失われる顧客の信頼と利益は計り知れず、時には市場シェアにも影響を及ぼしかねません。
特に樹脂製品の表面に現れる不良は、材料自体の目に見えない劣化が起因している場合が少なくなく、原材料段階から劣化させないための予防策を講じることが必要です。これにより製品の不良率を大幅に減少させ、歩留まりの改善も期待できるでしょう。
樹脂劣化の要因と影響
よくある劣化メカニズム
樹脂劣化の主なメカニズムの一つが、再加熱による分子鎖の断裂です。特に高温で長時間加熱されることにより分子鎖の断裂が進み、結果、樹脂の強度が低下し脆くなります。
また、原料の含水や酸化によっても、樹脂の変色や臭気、気泡といった問題が発生し、製品の外観や衛生性が損なわれることがあります。他にも、過剰な加熱剪断も樹脂劣化の要因の一つです。熱劣化によってガス発生やカーボン付着といったトラブルを引き起こします。
経営リスクへの影響
樹脂劣化を放置することで、経営に与えるリスクにはどんなものがあるでしょうか。真っ先に考えられるのが、クレーム対応にかかるコストや納期遅延、ロス品の増加です。これらが経営に与える悪影響は、まず避けられないでしょう。
さらに、重大な場合は訴訟やリコールリスクにも直結し、企業の社会的信用を揺るがす事態を招きます。一度失った顧客との信頼関係は容易には回復できず、結果として長期的な収益ダウンを引き起こす可能性もあるため、早期の対策が求められます。
樹脂劣化を防ぐには?基本的なアプローチを紹介
加熱管理
不要な熱履歴を避けるため、温度プロファイルの最適化や再加熱の抑制が欠かせません。加熱条件を適正化することで、分子構造の破壊を防ぎ、樹脂本来の性能を維持することができます。
水分・酸素管理
樹脂劣化を防止するには、原料中の水分や酸素の管理も重要です。事前乾燥や窒素パージを徹底することで、酸化や加水分解による劣化を抑え、製品の外観や物性の低下を防止します。
安定剤の活用
酸化防止剤、熱安定剤、UV吸収剤などの添加剤を適切に使用することで、樹脂の分子構造を保護し、劣化を最小限に抑えます。用途に応じた安定剤の選定がポイントです。
プロセス最適化
過剰な剪断や滞留を防ぎ、気泡発生を抑えた混練・脱揮設計が求められます。工程全体を最適化することで、製品の安定した品質と生産性向上が可能になるでしょう。
二軸押出機が実現する劣化制御
樹脂劣化対策において、プロセス最適化を実現できる装置として注目されているのが二軸押出機です。脱揮機構により、樹脂劣化を招く揮発成分を効果的に除去することが可能になります。
また、過熱や過剪断を避ける設計で分子構造を保護できるのも大きなメリット。
加えて、劣化防止剤や各種安定剤を均一に練り込むことができるため、製品寿命の向上にも直結します。製品トラブルを防ぎ、安定した品質を確保するうえで、二軸押出機は不可欠な存在となっています。
樹脂劣化に高い効果を発揮するCTEの二軸押出機を紹介
引用元:CTE公式
https://cte-japan.com/en/product/htm-twin-screw-extruder/
https://cte-japan.com/en/product/htm-twin-screw-extruder/
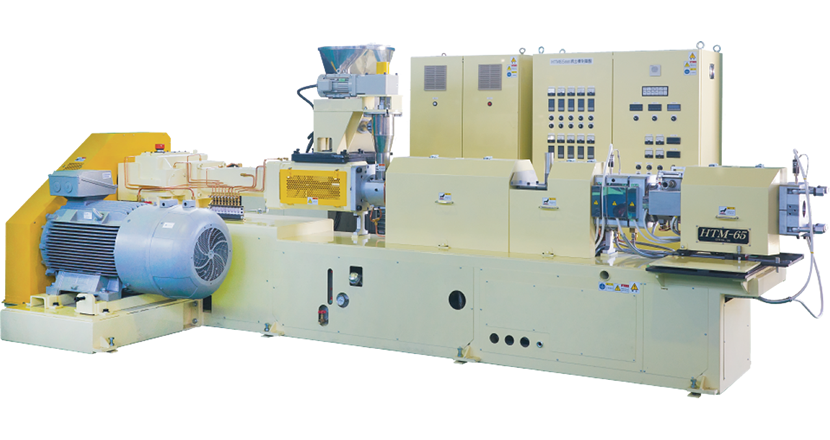
HTM型2軸混練押出機
HTM型2軸混練押出機は、異方向回転・非噛合い型の2軸構造を採用し、高い混練性と優れたガス抜け性能を実現しています。バンバリミキサタイプの高速ローターにより、樹脂に高い剪断を与えつつ、圧縮と開放を繰り返すことで発熱を抑え、低温押出を可能にします。
樹脂の劣化を防ぎながら均一な分散性を確保し、成形不良の原因となる気泡の混入を防止します。高濃度フィラーやリサイクル材の処理にも適しており、幅広い材料への対応力を持つ押出機です。
引用元:CTE公式
https://cte-japan.com/en/product/htm-tandem-compounding-twin-screw-extruder/
https://cte-japan.com/en/product/htm-tandem-compounding-twin-screw-extruder/
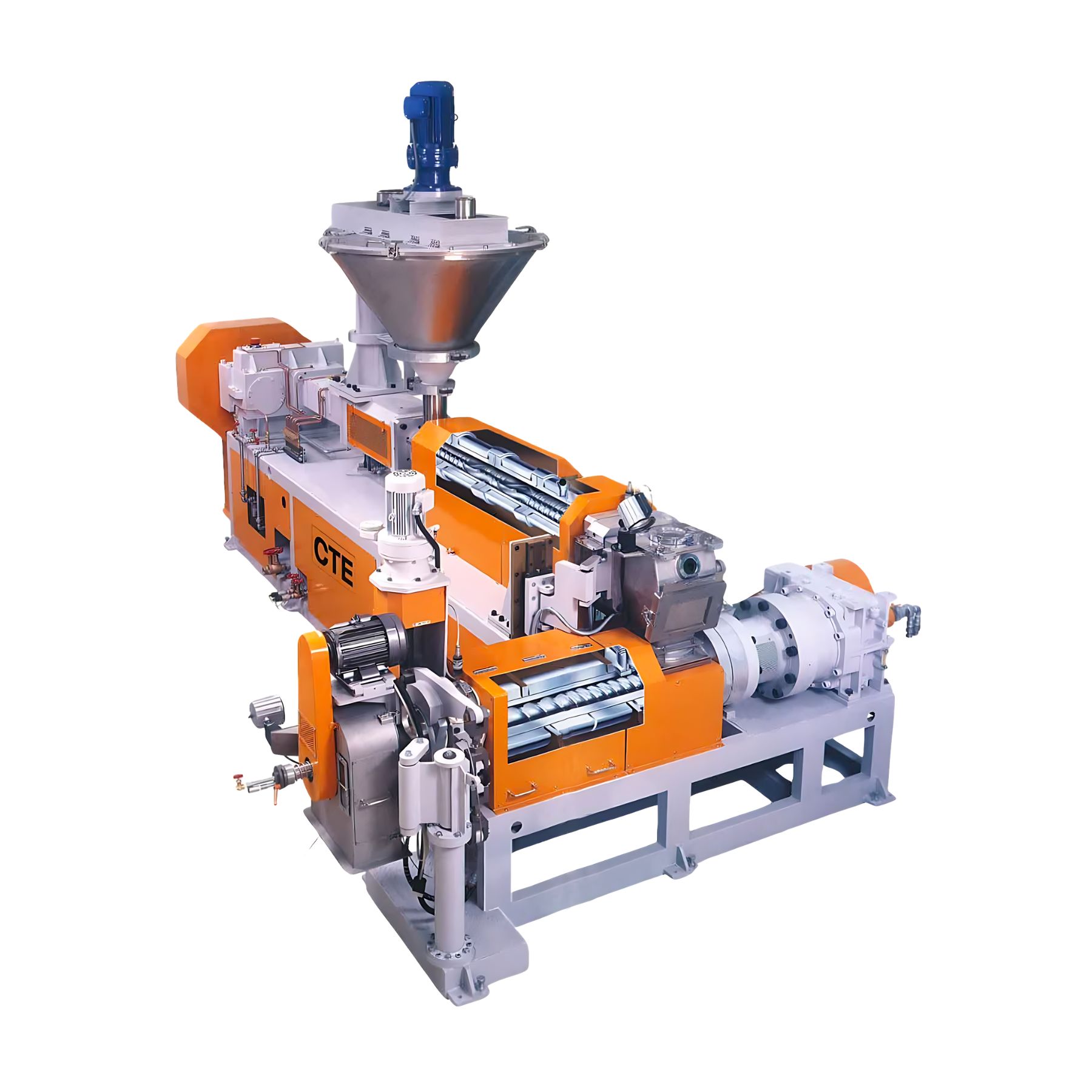
HTM型タンデム式混練押出機
HTM型タンデム式混練押出機は、HTM型2軸混練押出機の技術を基に、2軸混練部と大口径単軸押出部を組み合わせた構造を持ちます。2軸混練部で高い混練性とガス抜け性能を発揮し、単軸押出部では低温・低速での押出が可能です。
焼けや劣化を抑えつつ、高フィラー濃度のコンパウンドやリサイクル材、生分解性樹脂も安定して処理することができます。また、スクリューのセグメント化により、多様な材料への柔軟な対応が可能です。
CTEの二軸押出機が実現できること
CTEの二軸押出機は、従来の設備では難しかった材料や成形課題にも確かな技術力で応えます。熱履歴のあるリサイクル材や生分解性樹脂といった繊細な材料でも、物性を損なわずに押出加工が可能です。
さらに、乾燥工程の省略・短縮にも対応し、生産性の向上にも寄与します。
- リサイクル材など熱履歴のある材料だと、物性劣化が目立つ
→リサイクル材料の再ペレットで、噛み合い同方向二軸と比較して劣化が少なく抑えられた - 予備乾燥を十分にしないと品質劣化がおきる
→PC(ポリカーボネート)の予備乾燥時間を1/3に軽減しても問題なく押出成形が出来た
→真空ベントの設置で予備乾燥なしで押出成形が可能となった - バイオマス材料を試したいが混錬すると品質劣化が激しい
→PLAやPBATなどの生分解性樹脂とフィラーの混錬で品質劣化をおこさず押出が可能に
→木粉やでんぷんなどのバイオマス材料と樹脂の混錬も材料の焼けがなく押出が可能に
CTE製品の性能を示したデータ
生分解樹脂コンパウンドのMFR比較
処理量が多くても、MFR上昇を抑えて劣化を防ぐ
| 項目 | 単位 | CTE HTMタンデム式押出機 (非噛み合い・異方向回転) |
他社製タンデム押出機 (噛み合い・同方向回転) |
|---|---|---|---|
| スクリュー径 | mm | 50 | 46 |
| 処理量 | kg/h | 200 | 50-130 |
| スクリュー回転数 | rpm | 280 | 120-180 |
| 押出グレード | g/10min | 0.6 | 3.3 |
| 射出グレード | g/10min | 25 | 39 |
※データ提供:CTE
PBAT:CaCO3=53:47(押出グレード). PBAT:CaCO3=75:25 (射出グレード)
PBAT:CaCO3=53:47(押出グレード). PBAT:CaCO3=75:25 (射出グレード)
生分解性樹脂(PBAT)とCaCO₃の混錬において、CTEの二軸押出機は高い処理量(200kg/h)かつ高回転(280rpm)での運転でも、押出後のMFRは0.6g/10minにとどまりました。
CTE機では分子量の低下が小さく、劣化が抑えられていることが確認できます。生分解性樹脂の物性を損なわず、かつ生産性も落とさない、加工現場に適した性能です。
ダイ先端樹脂温度の比較
設定温度と実温度の乖離が小さく、熱劣化を抑制
| 項目 | 単位 | CTE HTMタンデム式押出機 | 従来の二軸押出機 |
|---|---|---|---|
| 処理量 | kg/h | 100 | 50 |
| スクリュー回転数 | rpm | 140 | 500 |
| ダイ先端樹脂温度の比 | SV | 180 | 180 |
| 樹脂温度 | ℃ | 180 | 204 |
※データ提供:CTE
HTM型タンデム式混練押出機では、ダイ設定温度を180°Cにした際、実際の樹脂温度も180°C台に安定しており、不要な温度上昇が起きていません。
一般的に、樹脂が設定温度以上に過熱されると、分子鎖の切断や黄変といった熱劣化が進行しやすくなります。設定温度と実温度の乖離が小さいことは、品質を安定して保てる押出環境を意味しています。
まとめ
劣化を防ぐことが、品質と信頼を守る第一歩
樹脂の劣化をいかに抑え、安定した品質を保てるかどうかは、製品の信頼性だけでなく、企業としての継続的な成長にも関わる重要なテーマ。特に近年は、リサイクル材や生分解性樹脂など、扱いが難しい素材も増えており、それらを的確に加工できる装置の選定が求められています。
CTEの二軸押出機は、素材の特性を損なうことなく、安定した押出成形を可能にする設計が施されています。品質トラブルの予防や、生産性向上に取り組みたい方は、CTE公式サイトからご相談ください。
