

押出機を徹底解説
押出機とは?
押出機は投入された樹脂をシリンダーの中でを熱によって融かしながら混ぜ合わせ、末端の金型からチューブやシート状にして押し出す装置の総称です。
バッチ式を利用すると一回ずつ原料を入れることが必要ですが、常に原料が入り、連続して混錬を行える押出機を利用することで、作業効率が格段に上がります。
押出機は用途や軸の数などによって、できることが異なります。
例えば、軸の数に着目すると単軸の押出機が主流ではありますが、
高濃度のフィラーコンパウンドなど、より高い混錬性が求められる場合は、2軸型の押出機を検討するといいでしょう。
押出機の種類
押出機の分類方法は大きく分けると2種類あります。
- 生産するものによる分類
- 押出機の構造による分類
生産するものによる分類
押出機は何を作るのかによって、「混練機」と「成形機」に分けることができます。
- 混練機(コンパウンド機):プラスチック製品の原料となるペレット
- 成形機:プラスチック製品を作る
混錬機は、プラスチック製品の原料となるペレットを製造します。
対して、成型機は塩ビパイプやシート、樹脂サッシなどプラスチックを素材とした製品を生産するのに用いられます。特殊な形の製品を作る場合は、異形押出成形などとも呼ばれます。
押出機の構造による分類
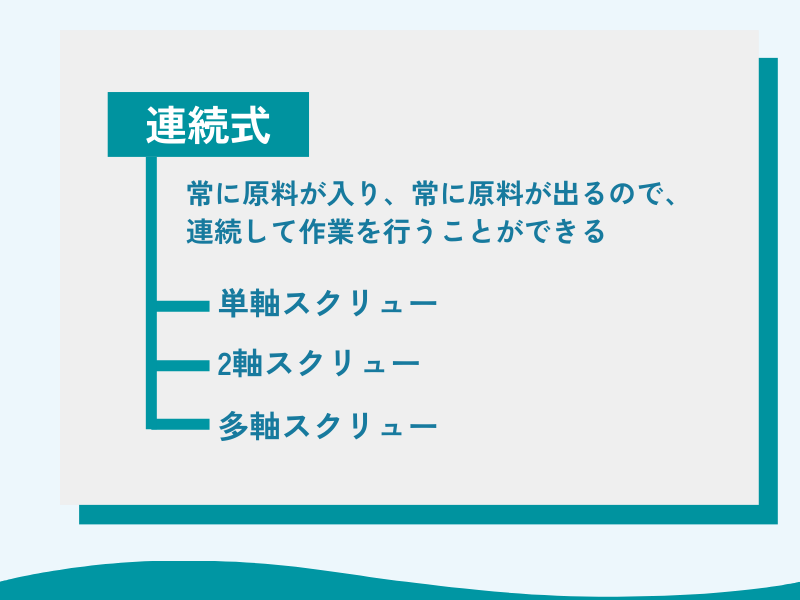
押出機はスクリューの数によって、「単軸型」と「2軸型」、「多軸型」に分けられます。
リサイクルの現場では、スクラップをペレットにする場合は、一般には単軸の押出機が主流といえます。
単軸押出機は安価な反面、ベント部におけるガス抜きが十分ではありません。ガス抜きが不十分だと製品ペレットが発泡しやすく、その後、成形品の表面にフラッシュ(ガスや混錬不足の原料などが成形品の表面にスジ状に残る現象)などが発生しやすくなります。
2軸型は添加剤や顔料を混ぜたり、フィラーを混ぜたりするときに活躍します。
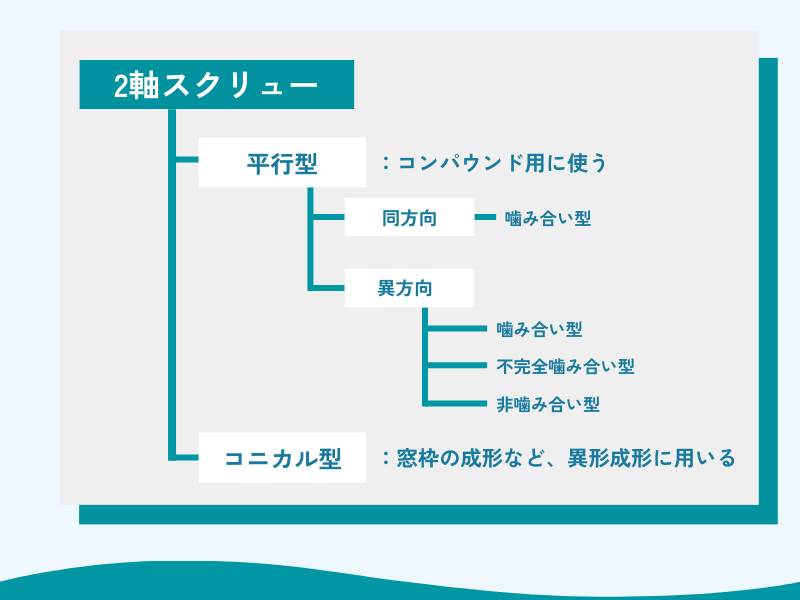
また、軸の形でも2種類に分けられます。
- 平行型:スクリュー自体が平行
- コニカル式:スクリューが円錐状
平行スクリューは、コンパウンドを作るために主に用いられ、コニカル式は主に窓枠などの異形成形機として用いられることが多いです。
2軸押出機をさらに細かく分類すると…
さらに、2軸押出機は、2本のスクリューがの回転している方向で2種類に分類ができます。
同じ方向で回転をしている場合、「同方向回転型」、それぞれが別々の方向に回転をしている場合は、「異方向回転型」と呼ばれます。
非噛み合い型の異方向は、構造上最もガス抜けしやすくなります。。
反対に、同方向の噛み合いはガス抜けしにくい構造といえます。
2軸スクリューにおいて「非噛み合い型」の場合、空気が抜けるスペースが生まれるため、ガス抜け性能が高くなります。
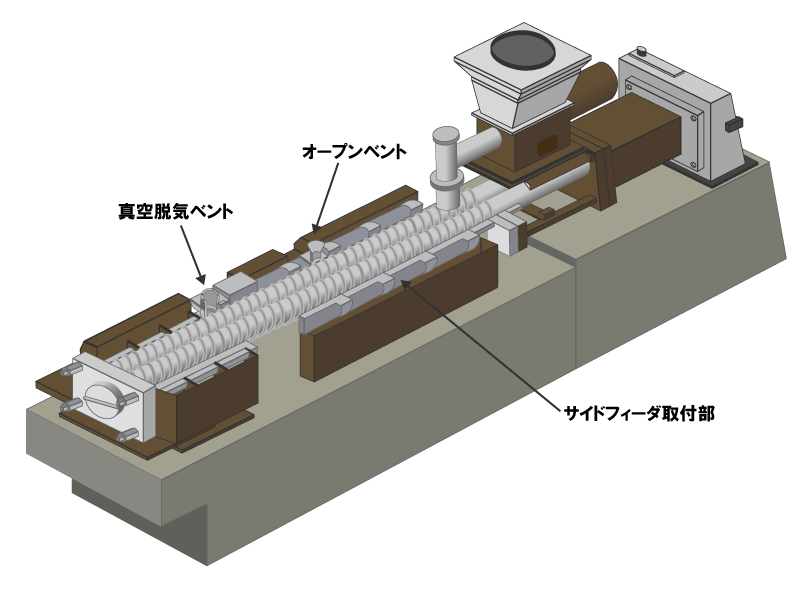
2軸スクリューの押出機のイメージ
押出機の仕組み
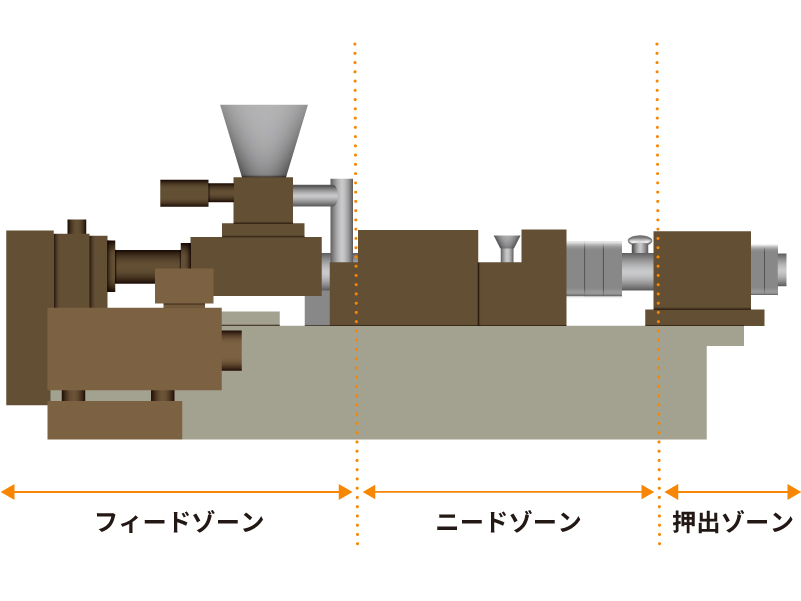
押出機は役割ごとに3つのゾーンに分けることができます。
- フィードゾーン:原料を入れる
- ニードゾーン:高温で原料を融かしながら、練り上げる
- 押出ゾーン:練ったものを安定的に出す
「ガス抜け」の重要性
フィードゾーンから投入された原料は、ニードゾーンで融かされて、半溶融状態で混錬されていきます。
原料とともに入ってきた空気が温度の上昇で、膨張することで、原料の食い込みが悪くなり、ホッパーの原料が詰まる現象があります。
この現象をフィードネック現象と呼びます。
フィードネック現象が起こらないようにするには、押出機の中で膨張する空気をいかにして外に逃がすことができるかが非常に重要です。
ベントなどから外に空気を逃がしやすことを「ガス抜け」といい、「ガス抜け」性能が高いと、ペレットに気泡が入らず、成形不良の原因にならないというメリットがあります。
押出ゾーンでは樹脂だまりと温度が重要
押出ゾーンでは、均一な長さや形で安定的に押し出すことができるかが鍵を握ります。
そこで、重要となるのが、「樹脂だまり」です。
「ダイス」と呼ばれる部分で圧力をかけることによって、原料が一時的にダイスに滞留をして「樹脂だまり」が生まれ、安定的にコンパウンドなどを押し出すことができるようになります。
また、質の高いプラスチックを作るためには、温度が重要です。
スクリューの回転によって摩擦が加わり、温度は次第にが上がってきます。原料は温度が上がると樹脂劣化が発生し、質の高いプラスチックを作ることができなくなります。
そのため、とりわけ押出ゾーンでは質の高いプラスチックを作るために温度の調整ができる仕組みが大切になります。
シーティーイーの押出機の魅力に迫る
シーティーイーの押出機の特徴
シーティーイーはプラスチック製品をコンパウンドする押出機などを開発している押出機メーカー。創業から培ってきた高い技術力を駆使し、時代のニーズに合わせた装置の開発や製造、販売を行っています。
シーティーイーは押出機の中でも、混錬性の高い2軸型押出機に対して高い技術力を持っており、自社で特許を保有している製品をはじめ、周辺機器についても幅広く対応。高性能で高品質な機械を提供しています。
シーティーイーの押出機を紹介!
HTM型2軸混練押出機
バンバリミキサタイプの複数の高速ロータによって、同方向2軸押出機を越えた高い混練性を実現しています。混練や真空脱気の後、単軸で押出すために過混練がなく、従来の2軸機と比較すると樹脂温度が10~20℃低い低温押出しができ、世界に誇れる操作性・性能の高さが魅力です。
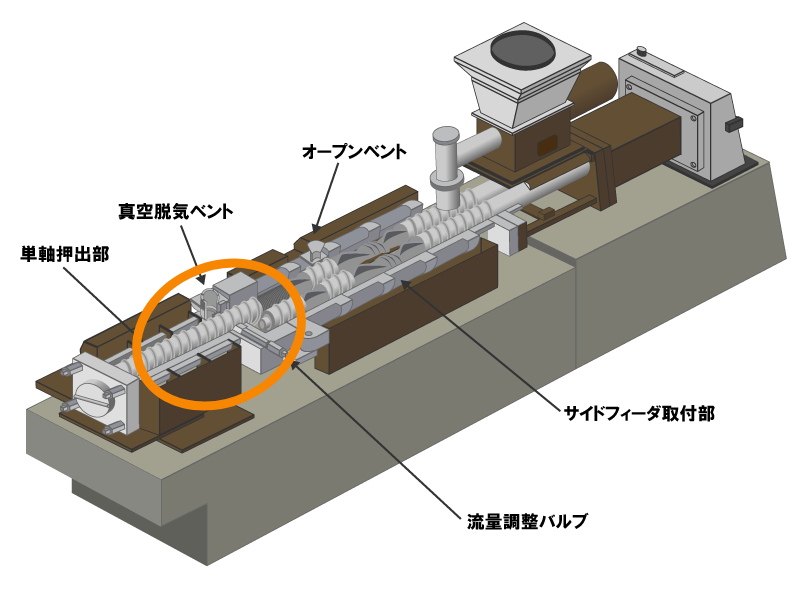
押出ゾーンがスクリューの回転による摩擦で高温になり、樹脂劣化が発生することを防ぐために押出ゾーンでは、2軸から単軸に切り替わっている点も注目です。
この設計により、質の高いコンパウンドを作ることを実現しております。
限りなく減らす仕組み

伊藤勝人
押出機ではスクリューが高速回転しているので入れた樹脂の温度が上がってしまいます。
樹脂の温度が上がると「劣化」が始まってしまい、それが二軸押出機の問題点にもなっています。弊社の二軸押出機は、先端はスクリューが1本になっているので劣化を限りなく小さくすることが可能です。
HTM型タンデム式混練押出機

セグメント化されたスクリューを採用したことによって、ミキシングロータの種類や個数を自由に変更することが可能。硬質PVCや特殊コンパウンドなど、より広範囲な樹脂の混練加工に対応しています。
従来型のHTM型2軸混練押出機の2軸部と単軸部を分割し、各々のスクリュー回転数を個別に制御し、別コントロールの単軸押出機で押出すため従来型HTM型2軸混練押出機よりも低速回転で低温押出ができ、樹脂劣化が起こりずらいのが一番の特徴です。

伊藤勝人
HTM型二軸をさらに改良したのがタンデム式です。フィード部とニーディング部がそれぞれ別の押出機を組み合わせているため、容積が増え、結果樹脂の量を増やすことが可能です。
通常400~500回転が必要なところ、20回転や40回転などでゆっくりまわしているので素材を低温で押しだすことができ、劣化の少ない高フィラー濃度のコンパウンドが可能です。